溶接構造物の部品図バラシ、歪みを考慮した指示出しのポイントとは?(21号)
はじめに
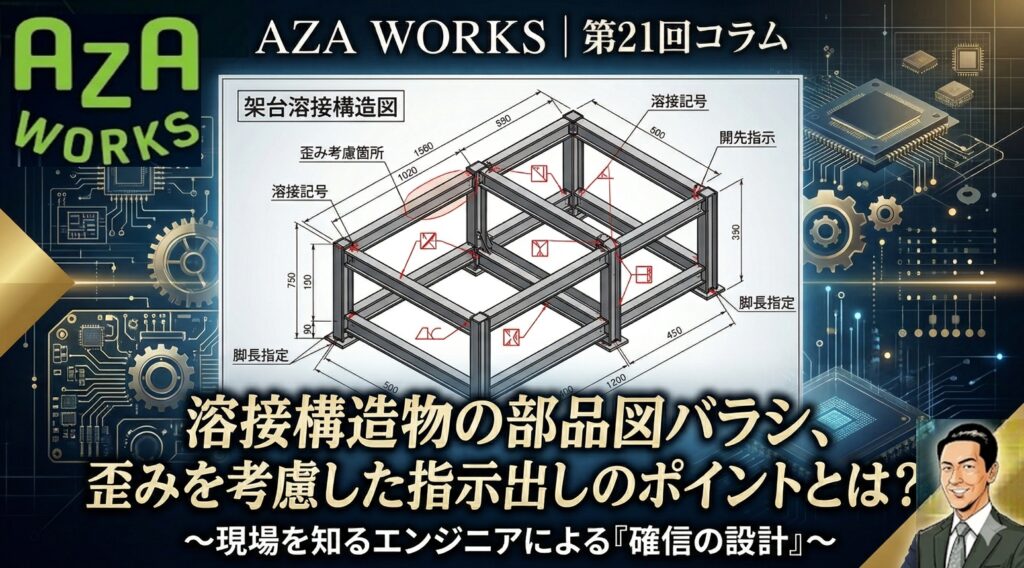
半導体製造装置の架台や真空チャンバーなど、堅牢さが求められる箇所には「溶接構造物」が多用されます。設計者が描く「完成図」を、実際に製作可能な「部品図」へと分解する作業、いわゆる「図面バラシ」。ここには、単なる分割作業ではない、設計者の腕の見せ所が隠されています。
今回は、溶接構造物特有の課題である「歪み」を抑え、高品質な製品に仕上げるための指示出しのポイントを解説します。
- 溶接による「歪み」を設計段階で予測する
溶接は金属を局所的に溶融・凝固させるプロセスであるため、熱収縮による「歪み」の発生を避けることはできません。優秀な設計者は、図面をバラす段階で「どこを、どの順番で溶接すれば、どの方向に引っ張られるか」を予測します。
• 収縮代(しゅくしろ)の考慮: 溶接後に削り加工が必要な箇所には、あらかじめ収縮分を見越した寸法指示や、加工マージンを設けることが不可欠です。
• 対称性の確保: 溶接箇所を左右対称に配置するよう指示することで、熱影響を分散させ、全体の反りを最小限に抑えます。 - 現場の職人が迷わない「溶接記号」と「開先」の指示
図面バラシにおいて最も重要なのは、製作現場への正確な情報伝達です。
• 適切な脚長(きゃくちょう)指定: 強度を求めるあまり必要以上に大きな溶接指示を出すと、入熱量が増えて歪みが悪化します。構造計算に基づいた「必要十分」な指示が、品質とコストのバランスを保ちます。
• 開先(かいさき)形状の明示: 板厚が厚い場合、十分に溶け込ませるための開先加工が必要です。部品図の段階でV型やX型などの形状を明確に指示することで、現場での手戻りを防ぎます。 - AZAが追求する「作り手に寄り添う設計」
私たちアザエンジニアリングが図面バラシで最も大切にしているのは、「現場で組みやすく、歪みにくい構造か」という視点です。
私自身、長年のキャリアの中で「設計図通りに作れない」現場の苦労も見てきました。だからこそ、弊社のエンジニアには、単に線を引くだけでなく、火が入り、金属が動く様を想像しながら図面を描くよう伝えています。この「現場感覚」こそが、半導体装置のような超精密機器の土台を支える確信の技術に繋がると信じています。
おわりに
溶接構造物の設計は、理論と現場経験の融合です。部品図一枚に込めた細かな指示が、最終的な装置の精度を左右します。「この構造、歪みが心配だな」という案件がございましたら、ぜひ一度AZAにご相談ください。現場を知り尽くした設計チームが、最適なバラシと指示出しで貴社のモノづくりをサポートいたします。
