「ガス溜まり」を作らない製図:真空用ボルト穴や貫通穴の指示で、排気性能を支える(第38号)
はじめに
真空装置の性能を評価する重要な指標に、目的の真空度まで空気を抜くスピード、つまり「排気速度」があります。設計段階で排気計算を完璧に行っても、実機を動かすと「なかなか真空度が上がらない」という事態に直面することがあります。
その原因の多くは、部品の隙間に残留した空気が少しずつ漏れ出す「仮想リーク(ガス溜まり)」にあります。今回は、装置の排気性能を支えるための、部品図レベルでの具体的な工夫について解説します。
1. ネジ穴に潜む「閉じ込められた空気」
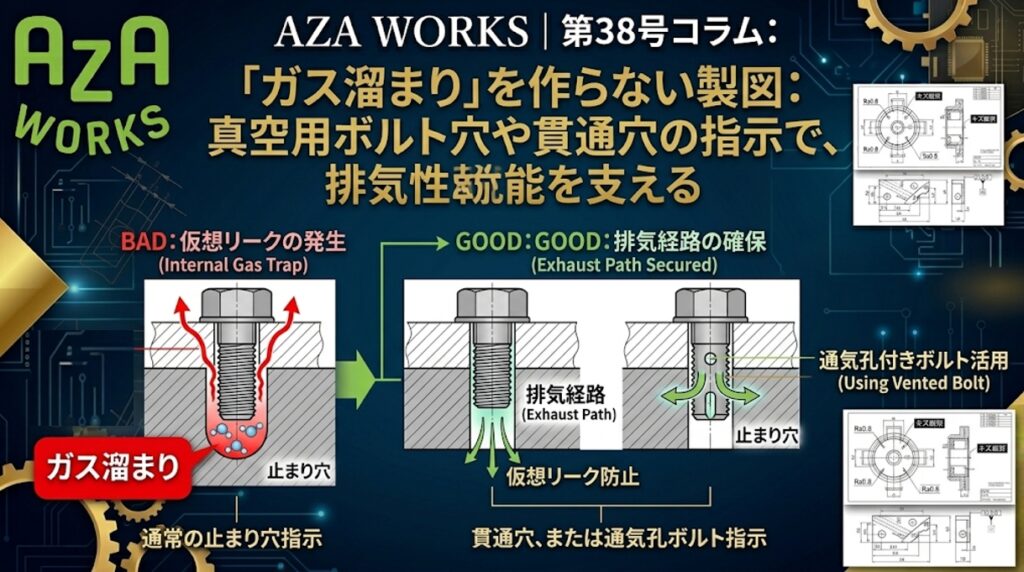
止まり穴にボルトを締め込むと、ボルトの先端と穴の底の間に空気が閉じ込められます。これが真空環境下でネジ山の微細な隙間からじわじわと放出され、いつまでも真空度が下がらない原因となります。
- 課題: 通常のネジ指示では、締結後に逃げ場のない「空気の溜まり場」が形成されてしまいます。
- 解決策: 部品図において、ネジ底から外部へ空気が抜けるための「貫通穴」を設けるか、通気孔付きボルトの使用を前提とした指示を行います。AZA WORKSでは、こうした真空特有の「抜き」の処理を漏らさず図面に反映します。
2. 接合面の「隠れた空間」をなくす
プレート同士を重ね合わせたり、ブロックを固定したりする箇所も、ガス溜まりが発生しやすいポイントです。
- 課題: 広い面同士を密着させると、その微細な隙間に空気が残り、真空引きの大きな妨げとなります。
- 解決策: 密着面の一部に空気逃がしのための「通気溝」を加工指示したり、不要な接触面積を減らす逃げ加工を部品図に加えます。加工コストとのバランスを考慮しつつ、効率的な「空気の道」を図面上に描き出します。
3. AZA WORKSが提案する「排気を阻害しない」製図
私たちは、単に形状をトレースするのではなく、装置が「真空引きされるプロセス」をイメージしながら製図を行います。
- 止まり穴の最適化: 全てのネジ穴に対して、貫通させるべきか、あるいは側面に逃がし穴を作るべきかを組図から判断し、正確にバラシ図へ落とし込みます。
- 溶接箇所の指示: 内部に空気が残る「全周溶接」を避けるべき箇所や、逆にシールが必要な箇所を明確に区別し、現場が迷わない注記を添えます。
おわりに
真空装置における「良い図面」とは、寸法が正しいだけでなく、目に見えない空気の流れまでコントロールできている図面です。
「ガス溜まり」という目に見えない敵を、部品図の段階で徹底的に排除すること。その積み重ねが、装置立ち上げ時のトラブルを防ぎ、安定した稼働へと繋がります。
「排気性能にこだわりたいが、細かな図面修正まで手が回らない」という設計者の皆様。真空の理屈を熟知したAZA WORKSに、その精密なバラシ作業をお任せください。貴社の設計思想を、排気効率に優れた「理想的な図面」へと昇華させます。
